





OUR TECHNOLOGY
CORPORATE

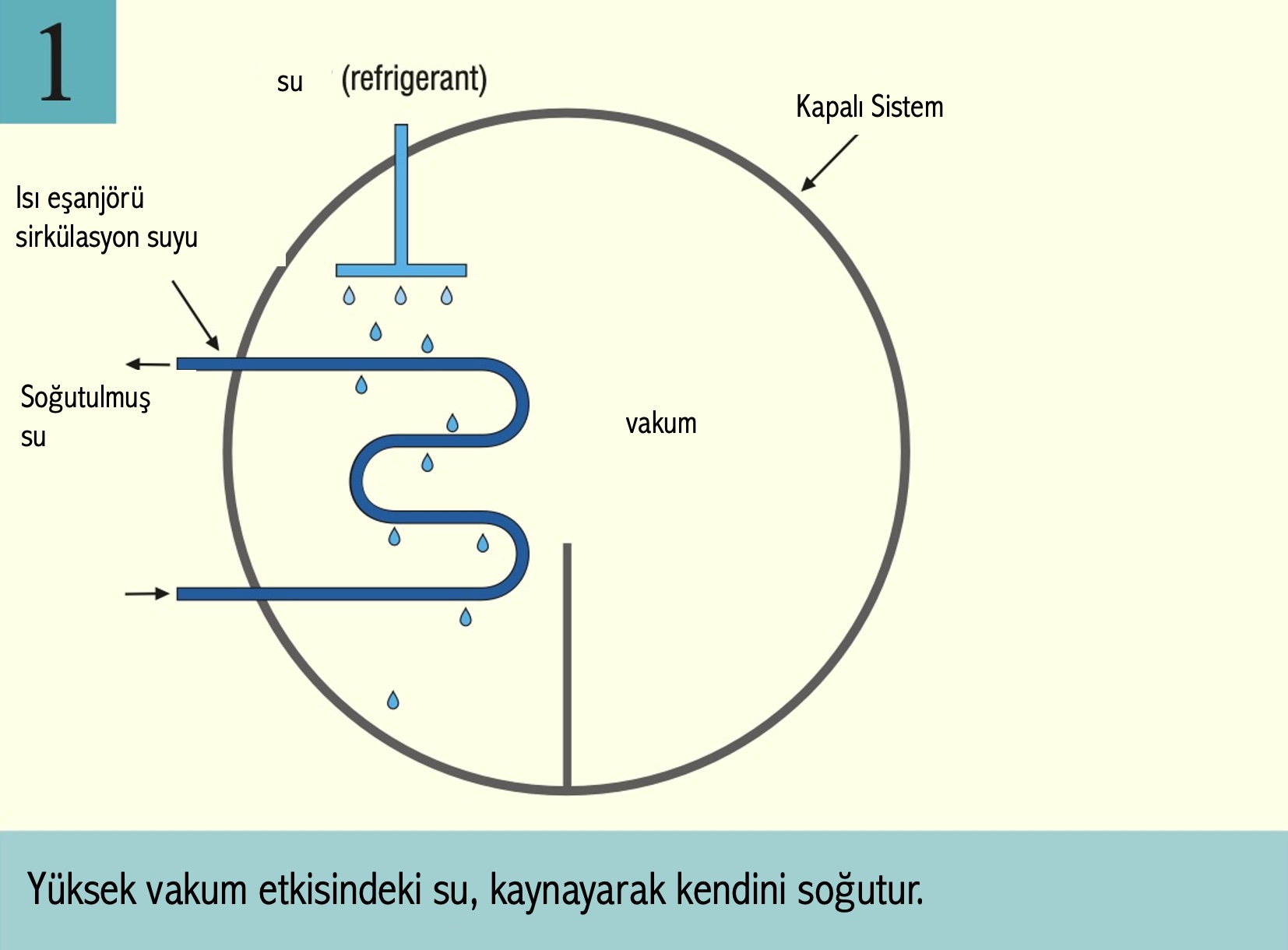
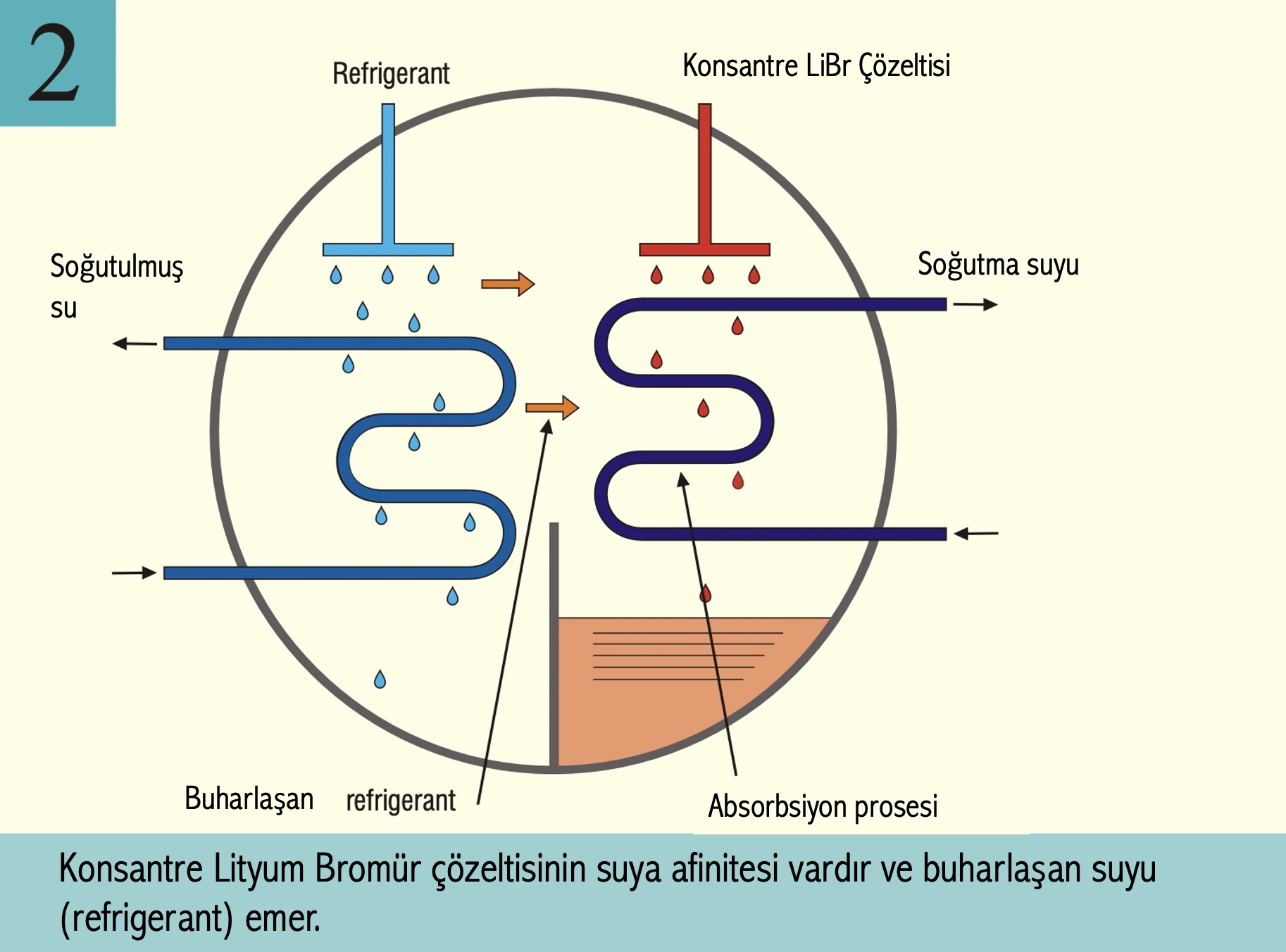
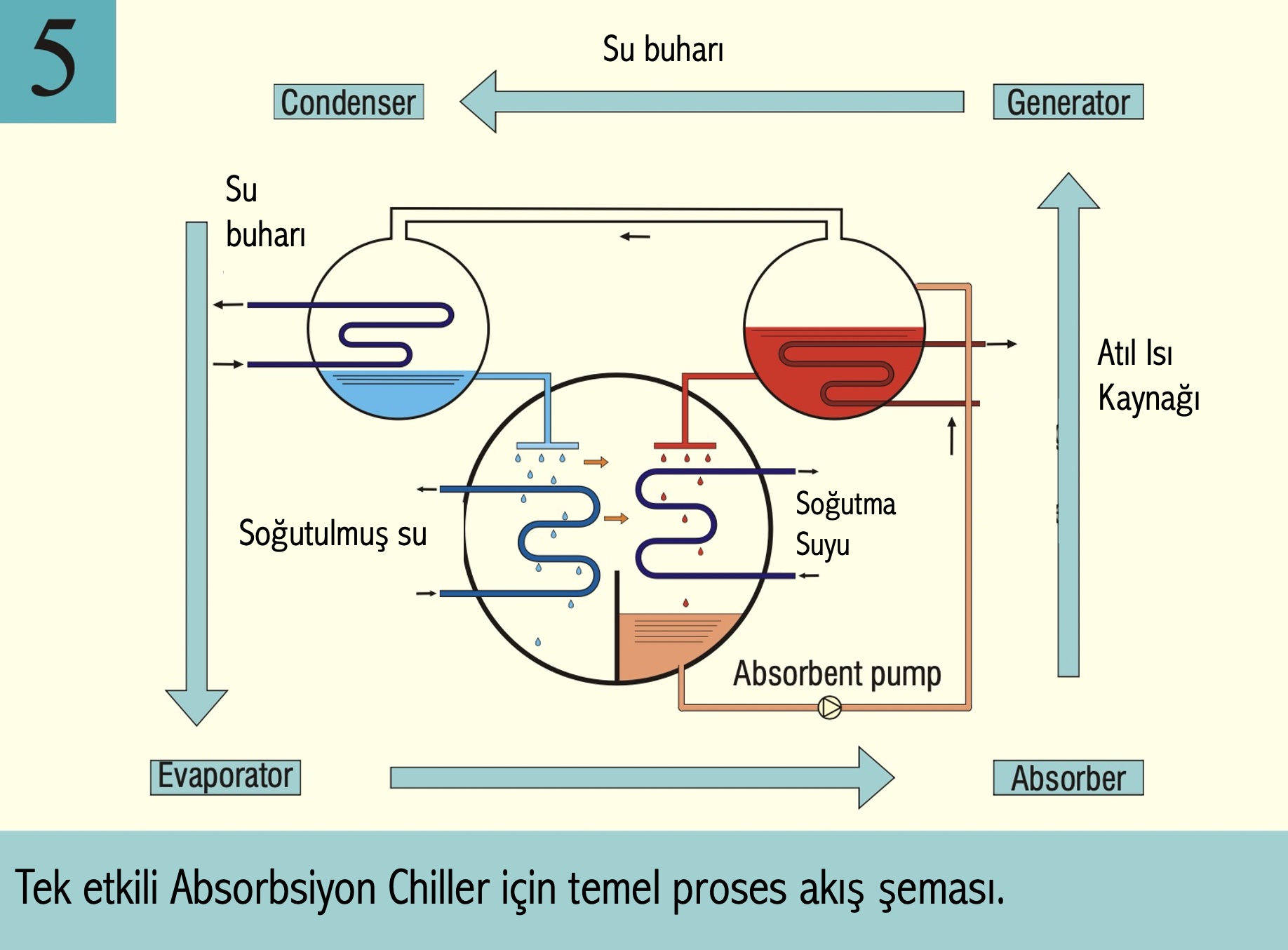
The boiling point of water is a function of pressure. At atmospheric pressure, water boils at 100°C. As pressure decreases, the boiling point also decreases. At 6 mmHg pressure, the boiling point of water is 3.9°C. Lithium bromide salt has the ability to absorb water due to its chemical affinity and is soluble in water. As the LiBr concentration increases, its affinity for water increases. There is a large difference between the vapor pressure of LiBr and water.
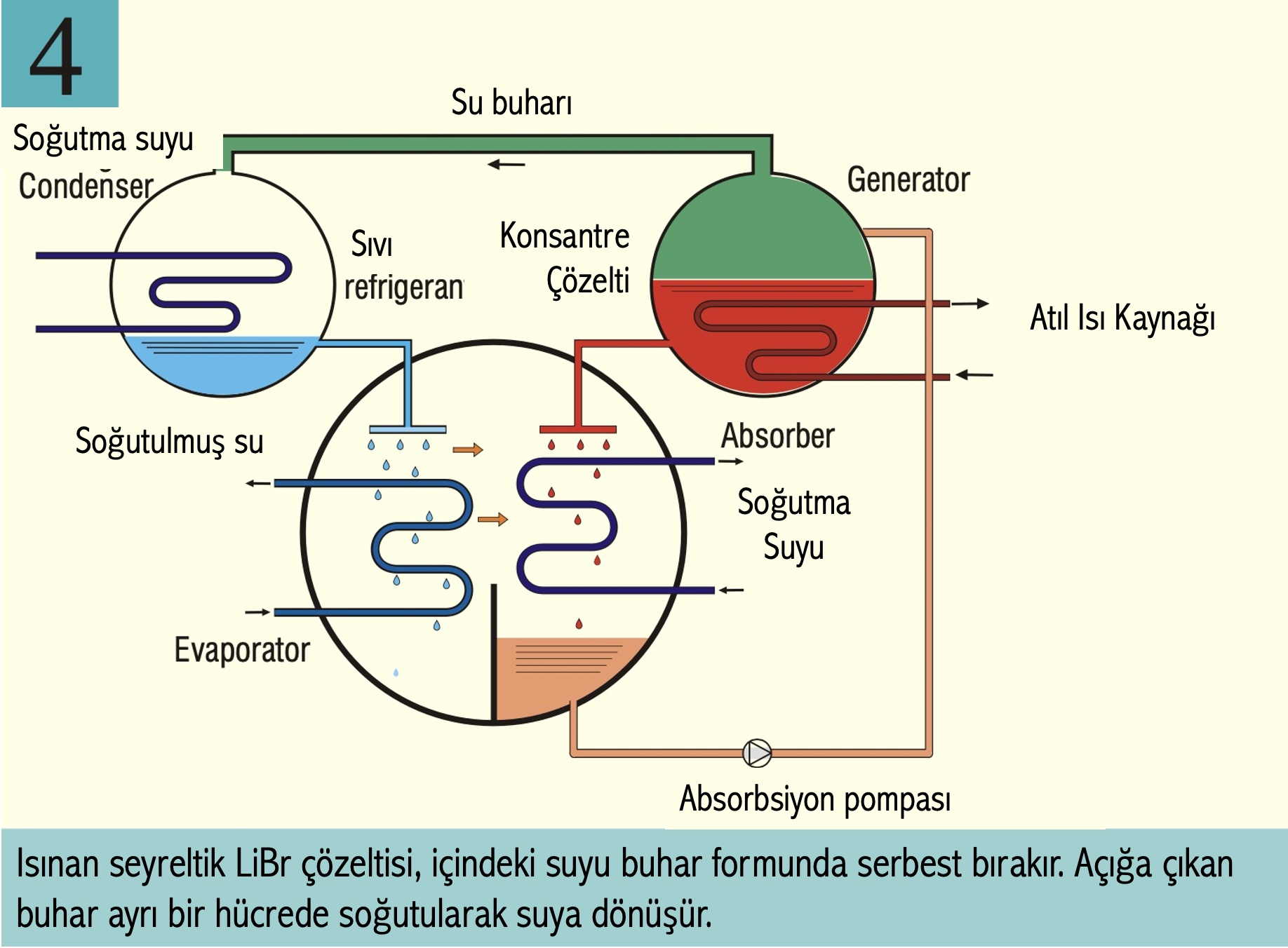
Absorption Chiller technology occurs sequentially in the following processes:
- Evaporation (Evaporator)
- Absorption (Absorber)
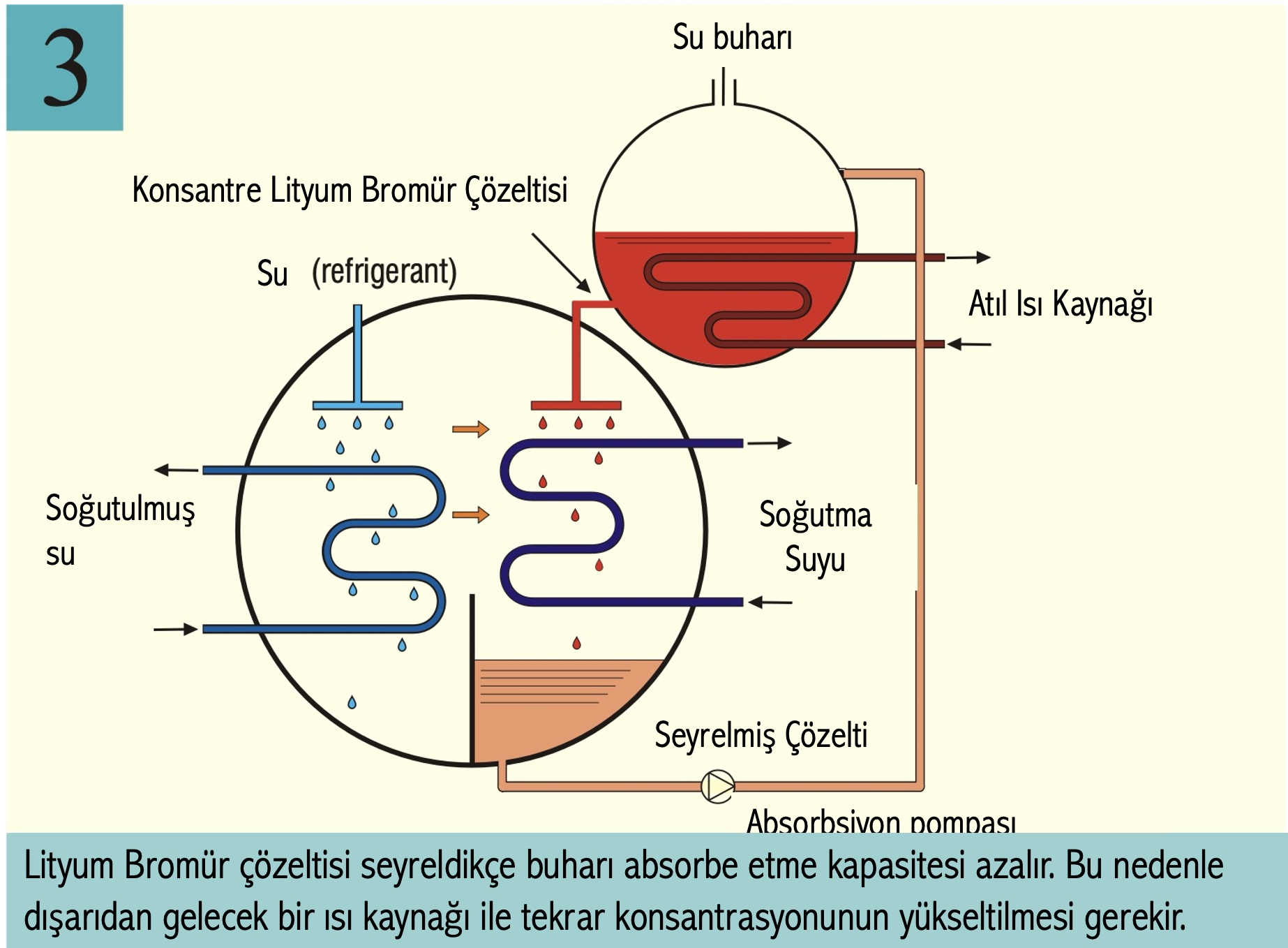
- Generator (Generator)
- Condensation (Condenser)
The vapor-fed Absorption Chiller produces water cooled to 4.4°C. It uses the latent heat released by the refrigerant (water) as it evaporates for cooling (in a closed pressure unit).
The working principle is summarized below:
Features:
Best in Class Efficiency
The Absorption Chiller design is engineered to maximize heat recovery by utilizing waste heat in the most efficient manner. Thanks to dual series flow, the fluid is passed through heat exchangers, ensuring system performance and efficiency are maintained at maximum levels.
COP ENHANCERS
Advanced series flow :Increases internal heat recovery
Two-stage evaporation :Reduces absorber concentration
Split subframe :Reduces vapor path resistance
Refrigerant drain heat exchanger :Reduces partial evaporation in the condenser
Plate-type heat exchangers: High efficiency
Improved heat transfer tubes: Increased absorption efficiency
Advanced Series Flow Cycle
The advanced series flow cycle significantly reduces the corrosion rate by preventing high temperature and high concentration from occurring simultaneously. Additionally, since only one generator operates at high concentration, the machine's lifespan and process reliability increase.
| PARAMETERS | PARALLEL FLOW | ADVANCED SERIES FLOW |
|---|---|---|
| Heating (HTG) | 162°C | 162°C |
| LiBr Concentration | 64-65% | 60,5% |
| LTG Temperature | 88°C | 90°C |
| LiBr Concentration | 62-64% | 63% |
| X | P |
Two-Stage Evaporation Technology
Even if the heat input value is low, it provides higher cooling than the same amount of heat. Thus, the temperature difference in the cooled water can reach up to 30°C.
Ferritic Stainless Steel Pipes in Generators
Titanium-balanced ferritic stainless steel pipes (SS430Ti) are used to protect pipes from stress corrosion cracking because they have the lowest thermal expansion in steam and hot water generators. They are also used in steam containing dissolved ammonia components where copper alloys are not recommended.
Split Subframe Design
The split evaporator or split absorber reduces the pressure drop of the refrigerant vapor going from the evaporator to the condenser. This increases the LiBr absorption rate, boosting capacity and efficiency.
Lowest Chilled Water/Brine Outlet Temperature
Our innovative absorption chillers can cool chilled water to 1°C and brine solution to -5°C. For low-temperature applications, savings are achieved by utilizing waste heat at low temperatures.
Non-Toxic Corrosion Inhibitor
The molybdenum-based, scale-free, non-toxic corrosion inhibitor used is more effective than traditional inhibitors containing chromates and nitrates. The use of chromates has been banned in several countries due to their harmful effects on health.
Zero Crystallization
The concentration monitoring and control system, working in conjunction with the automatic crystallization prevention system, virtually eliminates crystallization. Controls that prevent crystallization through continuous monitoring are monitored by the PLC system.
Gravity-Fed LiBr and Refrigerant
The distribution mechanism provides gravity-fed distribution, ensuring stable and reliable operation throughout the machine's lifetime. Since no nozzles are used, there is no clogging or loss of efficiency. The gravity-fed spray system operates without a pump, reducing energy consumption. The purification system is designed to eliminate the need for a pump.
Variable Frequency on Suction Pump
The “variable frequency drive” on the suction pump reduces the circulation speed under low load conditions, significantly reducing both power and heat input. This ensures stable cooling capacity and constant water temperature while also extending the life of the suction pumps.
Condensate Heat Recovery
The skeleton and heat exchanger pipes, which contain ferritic SS340 pipes, are used for condensate recovery.
10%-100% Step Modulation
For cooling loads varying between 10% and 100% of capacity, the steam/hot water control valve automatically adjusts the heat input to maintain the temperature of the cooled water leaving the machine. Process parameters are continuously monitored and controlled using an advanced PID control system.
Fault Safety Control
Electro-pneumatic steam/hot water control valves are designed to close immediately in the event of an electrical or signal failure.
Deoxygenated Low-Phosphorus Copper Tubes
Copper tubes containing phosphorus, compliant with ASTM/JIS standards, have been used to protect the system's tubes from corrosion in the LiBr environment.
Multi-Stage Fluid Level Control
The multi-stage level control of the evaporator, absorber, and HTG ensures effective operation during partial loads and prevents cavitation in the refrigerant and suction pumps, optimizing operating times and reducing maintenance requirements.
Turbulators for Increased Heat Transfer Rates
Turbulators in the exhaust pipes increase the overall heat transfer coefficient, enabling greater heat recovery from the exhaust gas and lower exhaust gas outlet temperatures.
Higher Leak Tightness
Refrigerants are tested to standards much stricter than the leakage values specified in JIS standards and are manufactured with a minimum leakage rate.
High-Efficiency Purification System
The high-efficiency purification system with auxiliary cooler continuously transfers non-condensable gases to the storage tank. The purification system is equipped with an absolute pressure transmitter that performs net vacuum measurement.
Heat Exchangers for Protection Solution
Stainless steel filters are used to protect the heat exchangers. Their clog-free design ensures uninterrupted circulation of Lithium Bromide.
Seawater Boxes
The use of seawater boxes in the cooling water circuit provides easy access for cleaning the pipe bundle without removing any pipes.
Single Exhaust Machine Driven by Multiple Engines
A single machine can be used for heat recovery from multiple engines, with pipes connected to each engine converging into it. This prevents the mixing of flue gases and back pressure. Using a single cooler, heat recovery is achieved from engines of different capacities.
Maximum Heat Recovery from Exhaust Gas
Exhaust gas from natural gas engines is cooled to 130°C, while exhaust gas from diesel engines is cooled to 180°C, ensuring maximum system efficiency. Thanks to this unique design, 100% more cooling is provided compared to traditional coolers for the same additional heat input.
Stainless Steel Plate Heat Exchangers
Plate heat exchangers increase heat recovery, significantly reducing the heat input required compared to traditional tubular heat exchangers. All regenerative heat exchangers are high-efficiency SS316 plate-type exchangers for increased safety and maximum internal heat recovery.
PLC-Based Control Panel
Thermax chillers' control panel is equipped with advanced PLC. Control points and set values can be easily adjusted via the touch screen according to customer needs. Special RTD cards provide accurate temperature measurement and process control. The panel slides easily on rails.
Overcooled Water Flow Safety
Cooled water circulation is important to prevent water from freezing in the cooled water pipes. Excess flow in the cooled water flow is detected using a flow switch, differential pressure switch, and cooled water pump operation lock.
Precision Measurement Instruments
The instruments used on the chiller are durable and accurate in measurement, suitable for industrial environments. Temperature measurements are made using PT-100 type A sensitivity class RTD. The measuring instruments are watertight and comply with IP65 protection class.
Non-Clogging Filters
The LCD-based graphic display acts as an HMI and shows critical parameters related to the cooler's operation on the screen. All data related to each circuit of the cooler is displayed on a dedicated page with the ability to navigate between circuits. The HMI records hundreds of warnings, alerts, and trip conditions along with their dates and times. To easily identify active warnings, there is a dedicated screen that displays warnings with clear visual elements.
Cooler Water Scale Detection
Scale buildup in the cooling water circuit reduces the cooler's efficiency and COP value. If there is scale buildup in the cooling water pipes, warnings flash on the HMI screen.
Programmer
The daily operation of the cooler can be automated using the embedded programmer on the cooler's HMI interface. With this programmer, the user can adjust the cooler's operating schedule. 20 Years of Process Data
Programmer
The daily operation of the cooler can be automated using the embedded programmer on the cooler's HMI interface. With this programmer, the user can set the cooler's operating schedule.
20 Years of Storage for Process Data
The HMI records the cooler's complete process data every 30 seconds for 20 years. There is no need to keep a separate maintenance log for the cooler.




